
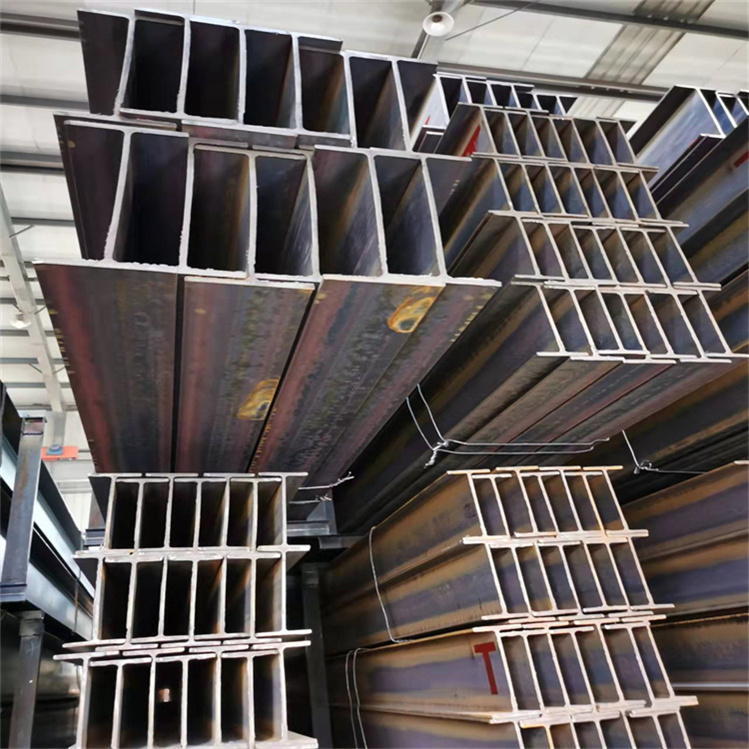
EN标准澳标H型钢360UB50.7含税出售
1、澳标H型钢360UB50.7当金属含铬量不够或某些原因造成不锈钢晶界出现贫铬区的时候,就不能形成有效的保护性膜。离子对不锈钢钝化膜的破坏处于钝态的金属仍有一定的反应能力,即钝化膜的溶解和修复(再钝化)处于动平衡状态。当介质中含有活性阴离子(常见的如氯离子)时,平衡便受到破坏,溶解占优势。其原因是氯离子能优先地有选择地吸附在钝化膜上,把氧原子排挤掉,然后和钝化膜中的阳离子结合成可溶性氯化物,结果在新露出的基底金属的特定点上生成小蚀坑(孔径多在2~3μm),这些小蚀坑称为孔蚀核,亦可理解为蚀孔生成的活性中心。
2、360UB50.7澳标H型钢的执行标准:AS/NZS 3679.1,材质有:G250、G300、G350等
4、澳标H型钢规格型号表:
澳标H型钢热轧轧制过程的建立:轧制过程总共经历4个阶段,分别为咬入阶段,拽入阶段,稳定轧制阶段和轧制终了阶段。电解液中的铬离子浓度,需依靠定期地向镀液中加入铬化合物来维持。镀锌时,阳极材料的质量、镀锌液的成分、温度、电流密度、通电时间、搅拌强度、析出的杂质、电源波形等都会影响镀层的质量,需要适时进行控制。

冶金矿产:
每浇10个大包排1次中间包钢渣,使大包流入的钢渣及中间包内上浮的夹杂物及时排出。避免大包钢渣流入中间包积少成多形成渣壳,后续使铸坯表面产生裂纹。d低碳低硅钢专用保护渣使用前用煤气烘烤箱加热至80~95℃确保加热效果。调整转炉、连铸工艺,确保中包恒拉速生产模式a转炉冶炼SAE系列钢,放钢后进氩站的温度上限由原来的1640℃提高到1650℃,避免因氩站处理钢水中的氧用时较长,造成钢水出氩站温度低,进而导致中包温度低而涨拉速破坏了恒拉速生产模式。
2、360UB50.7澳标H型钢的执行标准:AS/NZS 3679.1,材质有:G250、G300、G350等
4、澳标H型钢规格型号表:
| 型号 | 规格 | 米重 | 型号 | 规格 | 米重 |
| 150UB 14.0 | 150*75*5*7 | 14 | 310UB 46.2 | 307.2*166*6.7*11.8 | 46.2 |
| 150UB 18.0 | 155*75*6*9.5 | 18 | 310UC 96.8 | 308*305*9.9*15.4 | 96.8 |
| 150UC 23.4 | 152.4*152*6.1*6.8 | 23.4 | 310UC 118 | 314.6*307*11.9*18.7 | 118 |
| 150UC 30.0 | 157.6*153*6.6*9.4 | 30 | 310UC 137 | 320.6*309*13.8*21.7 | 137 |
| 150UC 37.2 | 161.8*154*8.1*11.5 | 37.2 | 310UC 158 | 327.2*311*15.7*25 | 158 |
| 200UB 18.2 | 198*99*4.5*11 | 18.2 | 360UB 44.7 | 352*171*6.9*9.7 | 44.7 |
| 200UB 22.3 | 201.6*133*5*7 | 22.3 | 360UB 50.7 | 355.6*171*7.3*11.5 | 50.7 |
| 200UB 25.4 | 203.2*133*5.8*7.8 | 25.4 | 360UB 56.7 | 358.6*172*8*13 | 56.7 |
| 200UB 29.8 | 207*134*6.3*9.6 | 29.8 | 410UB 53.7 | 402.6*178*7.6*10.9 | 53.7 |
| 200UC 46.2 | 203.4*203*7.3*11 | 46.2 | 410UB 59.7 | 406.4*178*7.8*12.8 | 59.7 |
| 200UC 52.2 | 206.4*204*8*12.5 | 52.2 | 460UB 67.1 | 453.8*190*8.5*12.7 | 67.1 |
| 200UC 59.5 | 209.8*205*9.3*14.2 | 59.5 | 460UB 74.6 | 457.4*190*9.1*14.5 | 74.6 |
| 250UB 25.7 | 248*124*5*8 | 25.7 | 460UB 82.1 | 460.4*191*9.9*16 | 82.1 |
| 250UB 31.4 | 251.6*146*6.1*8.6 | 31.4 | 530UB 82 | 528.2*209*9.6*13.2 | 82 |
| 250UB 37.3 | 256.2*146*6.4*10.9 | 37.3 | 530UB 92.4 | 533*209*10.2*15.6 | 92.4 |
| 250UC 72.9 | 253.8*254*8.6*14.2 | 72.9 | 610UB 101 | 602*228*10.6*14.8 | 101 |
| 250UC 89.5 | 260*256*10.5*17.3 | 89.5 | 610UB 113 | 607*228*11.2*17.3 | 113 |
| 310UB 32.0 | 298*149*5.5*8 | 32 | 610UB 125 | 611.6*229*11.9*19.6 | 125 |
冶金矿产:
每浇10个大包排1次中间包钢渣,使大包流入的钢渣及中间包内上浮的夹杂物及时排出。避免大包钢渣流入中间包积少成多形成渣壳,后续使铸坯表面产生裂纹。d低碳低硅钢专用保护渣使用前用煤气烘烤箱加热至80~95℃确保加热效果。调整转炉、连铸工艺,确保中包恒拉速生产模式a转炉冶炼SAE系列钢,放钢后进氩站的温度上限由原来的1640℃提高到1650℃,避免因氩站处理钢水中的氧用时较长,造成钢水出氩站温度低,进而导致中包温度低而涨拉速破坏了恒拉速生产模式。
展开全文
相关产品
