一、海工钢700*300*13*24桩腿结构中Zui主要的齿条和弦管用钢为美标材料ASTM A517Gr.Q,其厚度为177.8mm。据了解目前国内河南舞阳钢厂已开发出齿条钢,但实船应用业绩不够突出,而且其齿条板的厚度于150mm以下,无法满足船厂需求。 3 焊接工艺、材料亟需配套研发
海工钢材质有:SM490YB

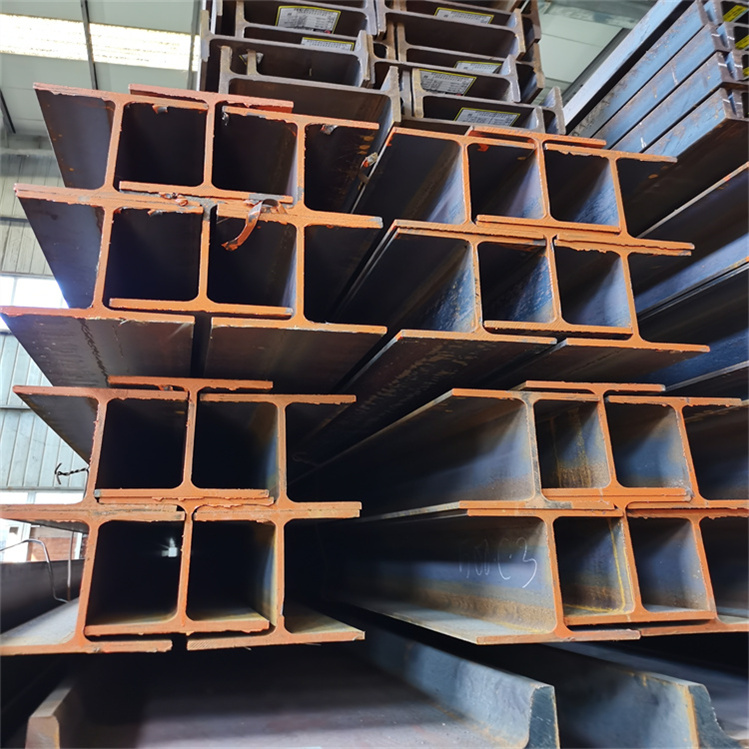
二、SM490YB海工钢700*300*13*24化学成分:
C:0.27~0.35;
Si:0.93~1.20;
Ni:≤0.029;
Cu:≤0.025;
Mn:0.80~1.10;
S:≤0.025;
P:≤0.026;
Cr:0.75~1.20;
三、SM490YB海工钢700*300*13*24另外淬火还可使一些特殊性能的钢获得一定的物理化学性能,如淬火使永磁钢增强其铁磁性、不锈钢提高其耐蚀性等。链接柱型钢的节点,需要确保从柱型钢的两侧穿过。如果出现钢筋与柱中型相交,在处理的时候,就需要从柱型两边将梁筋断开,将柱和套筒的边缘相接,要想在实际的施工中更多方面地对节点进行浇灌,还需要在柱型钢的边缘处进行加劲肋的设置。在实际的施工中,需要防止加劲肋出现局部弯曲的情况,所以,在设置加劲肋的时候,就需要保证加劲肋的轻度大于梁钢筋的强度,这样才能保证将梁边缘的拉力向相关的节点进行有效传输 [3] 。
四、SM490YB海工钢的规格型号表
H型钢 100*100*6*8 A36/SS400/S235JR
H型钢 125*125*6.5*9 A36/SS400/S235JR
H型钢 148*100*6*9 A36/SS400/S235JR
H型钢 150*75*5*7 A36/SS400/S235JR
H型钢 150*150*7*10 A36/SS400/S235JR
H型钢 175*90*5*8 A36/SS400/S235JR
H型钢 175*175*7.5*11 A36/SS400/S235JR
H型钢 194*150*6*9 A36/SS400/S235JR
H型钢 198*99*4.5*7 A36/SS400/S235JR
H型钢 200*100*5.5*8 A36/SS400/S235JR
H型钢 200*200*8*12 A36/SS400/S235JR
H型钢 200*204*12*12 A36/SS400/S235JR
H型钢 244*175*7*11 A36/SS400/S235JR
H型钢 244*252*11*11 A36/SS400/S235JR
H型钢 248*124*5*8 A36/SS400/S235JR
H型钢 250*125*6*9 A36/SS400/S235JR
H型钢 250*250*9*14 A36/SS400/S235JR
H型钢 250*255*14*14 A36/SS400/S235JR
H型钢 294*200*8*12 A36/SS400/S235JR
H型钢 298*149*5.5*8 A36/SS400/S235JR
H型钢 300*150*6.5*9 A36/SS400/S235JR
H型钢 300*300*10*15 A36/SS400/S235JR
H型钢 300*305*15*15 A36/SS400/S235JR
H型钢 340*250*9*14 A36/SS400/S235JR
300*300*10*15
440*300*11*18
450*200*9*14
588*300*12*20
700*300*13*24

冶金矿产:
增硅:吹炼终点时,钢液中含硅量极低。为达到各钢号对硅含量的要求,必须以合金料形式加入一定量的硅。它除了用作脱氧剂消耗部分外,还使钢液中的硅增加。增硅量要经过准确计算,不可超过吹炼钢种所允许的范围。终点控制:氧气转炉炼钢吹炼终点(吹氧结束)时使金属的化学成分和温度同时达到计划钢种出钢要求而进行的控制。终点控制有增碳法和拉碳法两种方法。出钢:钢液的温度和成分达到所炼钢种的规定要求时将钢水放出的操作。出钢时要注意防止熔渣流入钢包。

上海绪杰贸易有限公司
欧标H型钢 , 欧标槽钢 , 欧标工字钢 , 美标H型钢 , 美标槽钢
