
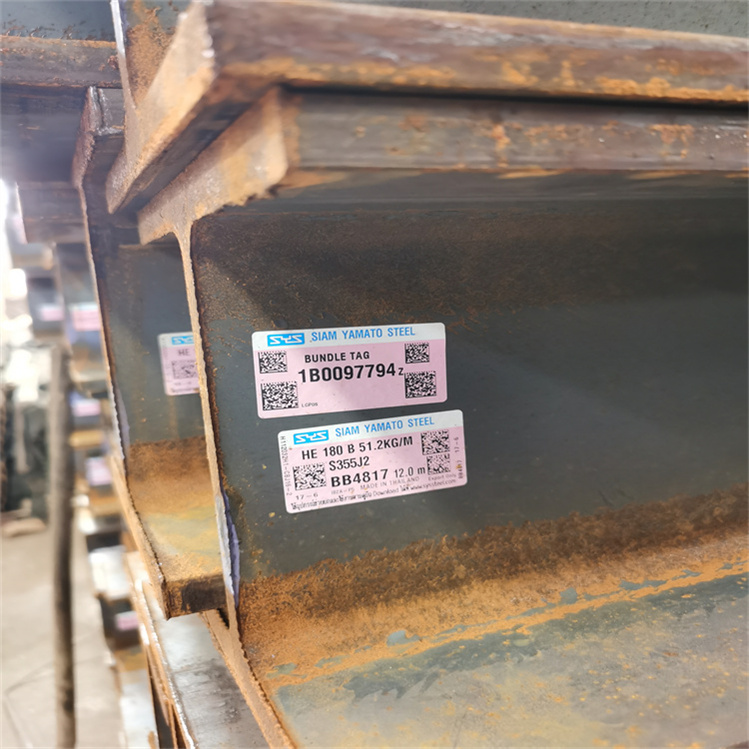
日照出厂海工钢,SM490YB440*300*11*18现货商

一、海工钢440*300*11*181)海工产品所用钢材和船用钢材一样,绝大部分为低合金钢。但海洋平台由于其工作环境恶劣、疲劳强度要求高等原因,需要采用特殊的超高强度钢。DQ51、FQ51、EQ70和FQ70等材质材料,在国内造船业极为罕见,而普通的船舶产品结构钢材屈服点通常为235MPa-400MPa(如A、B、D、E、AH36、DH36、EH36等材料等级)。高强度钢材料的屈服强度从355MPa-690MPa,其中690MPa主要用于制造自升式平台桩腿。
海工钢材质有:SM490YB
二、SM490YB海工钢440*300*11*18化学成分:
C:0.27~0.35;
Si:0.93~1.20;
Ni:≤0.029;
Cu:≤0.025;
Mn:0.80~1.10;
S:≤0.025;
P:≤0.026;
Cr:0.75~1.20;
三、SM490YB海工钢440*300*11*18冷却阶段不仅零件获得合理的组织,达到所需要的性能,而且要保持零件的尺寸和形状精度,是淬火工艺过程的关键环节。首先需要进行十字型钢柱的制作,在工厂分工制作以后,然后进行拼装、校正、检验,确保产品合格以后将其运至施工地区进行拼接,在拼接的过程中,要严格按照相应的程序进行拼接,这样才能使产品的质量得到有效的保证。在组合完成以后,要对Zui终的安装结果进行检查,检查之后,还要利用超声波对其内部进行无损检测,这样才能将拼装中造成的缺陷进行有效排除。此外还需要进行十字柱加工制作。在进行钢结构的安装中,首先需要进行标准注的选择,将网闭合进行控制,然后对柱顶标高进行竖向测量。之后需要对柱顶位移以及钢结构进行超偏处理,然后对超平结果和下节柱的检查结果进行综合处理。粗脚的处理需要在安装钢柱位置确定以后进行,通过对处理数据的分析,对钢柱的垂直度进行再次纠正。在安装完成以后,需要对测量记录进行会审,并且对焊接问题进行检验,另外还需要对控制点的闭合进行再次检验,Zui后需要对下节钢柱的预控数据图进行绘制。
四、SM490YB海工钢的规格型号表
H型钢 100*100*6*8 A36/SS400/S235JR
H型钢 125*125*6.5*9 A36/SS400/S235JR
H型钢 148*100*6*9 A36/SS400/S235JR
H型钢 150*75*5*7 A36/SS400/S235JR
H型钢 150*150*7*10 A36/SS400/S235JR
H型钢 175*90*5*8 A36/SS400/S235JR
H型钢 175*175*7.5*11 A36/SS400/S235JR
H型钢 194*150*6*9 A36/SS400/S235JR
H型钢 198*99*4.5*7 A36/SS400/S235JR
H型钢 200*100*5.5*8 A36/SS400/S235JR
H型钢 200*200*8*12 A36/SS400/S235JR
H型钢 200*204*12*12 A36/SS400/S235JR
H型钢 244*175*7*11 A36/SS400/S235JR
H型钢 244*252*11*11 A36/SS400/S235JR
H型钢 248*124*5*8 A36/SS400/S235JR
H型钢 250*125*6*9 A36/SS400/S235JR
H型钢 250*250*9*14 A36/SS400/S235JR
H型钢 250*255*14*14 A36/SS400/S235JR
H型钢 294*200*8*12 A36/SS400/S235JR
H型钢 298*149*5.5*8 A36/SS400/S235JR
H型钢 300*150*6.5*9 A36/SS400/S235JR
H型钢 300*300*10*15 A36/SS400/S235JR
H型钢 300*305*15*15 A36/SS400/S235JR
H型钢 340*250*9*14 A36/SS400/S235JR
300*300*10*15
440*300*11*18
450*200*9*14
588*300*12*20
700*300*13*24

冶金矿产:
由于出水温度难以掌握,须凭经验操作,当水中的工件抖动停止,即可出水空冷。另外,工件入水宜动不宜静,应按照工件的几何形状,作规则运动。静止的冷却介质加上静止的工件,导致硬度不均匀,应力不均匀而使工件变形大,甚至开裂。号钢调质件淬火后的硬度应该达到HRC56~59,截面大的可能性低些,但不能低于HR8,不然,就说明工件未得到完全淬火,组织中可能出现索氏体甚至铁素体组织,这种组织通过回火,仍然保留在基体中,达不到调质的目的。号钢淬火后的高温回火,加热温度通常为56~6℃,硬度要求为HRC22~34。因为调质的目的是得到综合机械性能,所以硬度范围比较宽。但图纸有硬度要求的,就要按图纸要求调整回火温度,以保证硬度。如有些轴类零件要求强度高,硬度要求就高;而有些齿轮、带键槽的轴类零件,因调质后还要进行铣、插加工,硬度要求就低些。关于回火保温时间,视硬度要求和工件大小而定,我们认为,回火后的硬度取决于回火温度,与回火时间关系不大,但必须回透,一般工件回火保温时间总在一小时以上。件:在滑动轴承中工作,υ周<2m/S,要求表面有较高在硬度的小轴,心轴.如机床走刀箱、变速箱小轴..要求:45,形状复杂的轴用4Cr、42MnVB.调质,HB228-255,轴颈处高频淬火,HR5-52条件:在滑动轴承中工作,υ周<3m/S,要求硬度高、变形小,如中间带传动装置的小轴要求:4Cr、42MnVB调质,HB228-255,轴颈高频淬火,HR5-5.3条件:υ周≥2m/S,大的弯曲载荷及摩擦条件下的小轴,如机床变速箱小轴。
- 日照出厂S490YB海工钢588*300*12*20定制标准 2024-11-24
- 锰含量海工钢,SM490YB588*300*12*20缺口韧性 2024-11-24
- 热轧H型钢S490YB海工钢440*300*11*18工业执行标准 2024-11-24
- 3.1认证海工钢,SM490YB440*300*11*18产品中心 2024-11-24
- 莱钢出厂S490YB海工钢450*200*9*14钢印位置 2024-11-24
- 3.1认证S490YB海工钢450*200*9*14理算表 2024-11-24
- 热轧型钢海工钢,SM490YB588*300*12*20材料大全 2024-11-24
- 日照出厂S490YB海工钢300*300*10*15信息表 2024-11-24
- 海底工程S490YB海工钢300*300*10*15纵向冲击功 2024-11-24
- 海洋石化海工钢,SM490YB440*300*11*18配送直达 2024-11-24
- 马钢出厂海工钢,SM490YB588*300*12*20元素化验单 2024-11-24
- 海底油田开发海工钢,SM490YB450*200*9*14企业标准 2024-11-24
- 国外进口S490YB海工钢440*300*11*18种类 2024-11-24
- 3.1认证海工钢,SM490YB450*200*9*14理算表 2024-11-24
- 全品类海工钢,SM490YB440*300*11*18厂家直供 2024-11-24