
国产规格欧标槽钢UPN120*55*7*9试样制备




更新时间:2024-11-26 09:00:00
价格:¥5500/吨
型号:UPN80-400
材质:S235/S355
执行标准:EN/DIN标准
联系电话:19946279018
联系手机: 19526212133
联系人:占正旗
让卖家联系我
详细介绍
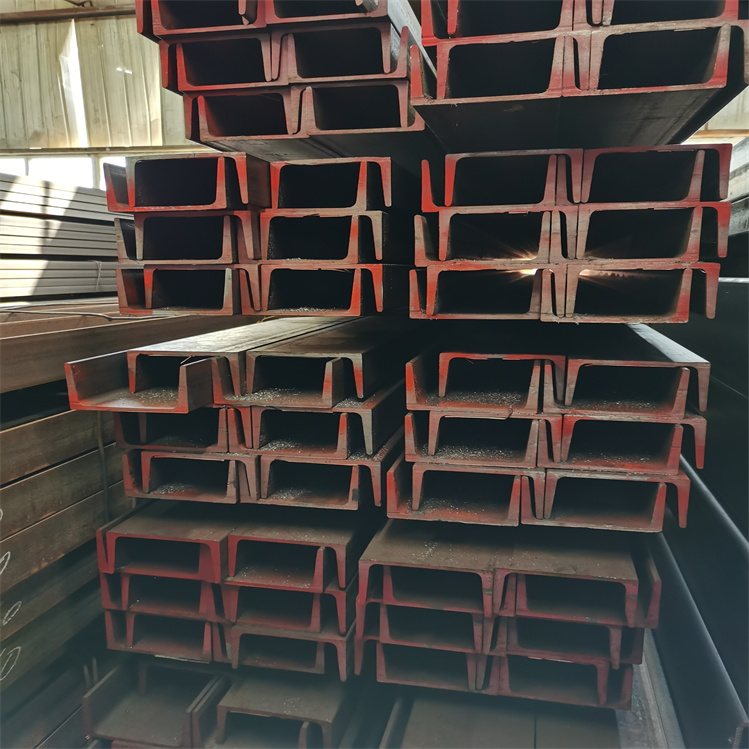
国产规格欧标槽钢UPN120*55*7*9试样制备
型钢资讯:
低硅冶炼是一项综合技术。由于日钢的原、燃料条件逐步转差,低硅冶炼不能依靠改善焦炭质量,提高入炉品位等精料手段来实现。对于面临的困难,炼铁技术人员,进行了充分的分析研究,并由铁前部牵头组织,针对烧结、球团、炼铁三个系统每旬定期召开攻关会议,强调低硅冶炼对炼铁、炼钢的重要意义,同时强调降硅要从系统内部着手,要完全通过提高操作水平来保障低硅冶炼的实现。烧结厂主要工作是:稳定成分、提高强度、改善粒级、降低亚铁等。
欧标槽钢材质性能标准:EN10025标准
欧标槽钢外观尺寸标准:EN10034标准
欧标槽钢规格型号表
销售:日标槽钢、日标角钢、欧标工字钢、欧标H型钢、美标H型钢
品 名 规格型号 材质 米重/公斤
UPN80欧标槽钢 80*45*6*8 S235/S275/S355 8.64
UPN100欧标槽钢 100*50*6*8.5 S235/S275/S355 10.60
UPN120欧标槽钢 120*55*7*9 S235/S275/S355 13.40
UPN140欧标槽钢 140*60*7*10 S235/S275/S355 16.00
UPN160欧标槽钢 160*65*7.5*10.5 S235/S275/S355 18.80
UPN180欧标槽钢 180*70*8*11 S235/S275/S355 22.00
UPN200欧标槽钢 200*75*8.5*11.5 S235/S275/S355 25.30
UPN220欧标槽钢 220*80*9*12.5 S235/S275/S355 29.40
UPN240欧标槽钢 240*85*9.5*13 S235/S275/S355 33.2
UPN260欧标槽钢 260*90*10*14 S235/S275/S355 37.9
UPN280欧标槽钢 280*95*10*15 S235/S275/S355 41.8
UPN300欧标槽钢 300*100*10*16 S235/S275/S355 46.2
UPN320欧标槽钢 320*100*14*17.5 S235/S275/S355 59.5
UPN350欧标槽钢 350*100*14*16 S235/S275/S355 60.6
UPN380欧标槽钢 380*102*13.5*16 S235/S275/S355 63.1
UPN400欧标槽钢 400*110*14*18 S235/S275/S355 71.8

欧标槽钢UPN120*55*7*9高碳钢表面淬火后,尽管表面硬度和耐磨性提高了,但心部的塑性及韧性较低,因此高碳钢的表面淬火主要用于承受较小冲击和交变载荷下工作的工具、量具及高冷硬轧辊。耐久性
金属矿产:
不符标准,可采用机加工与定心敲击法结合修复。严重锈蚀时,应更换阀座。2膜片应光滑,无划痕,弹性符合要求。2控制阀5.2.1调节压力阀阀芯与阀座吻合严密,渗漏试验五分钟,渗漏不超过一滴。根据磨损情况,可相应采取机加工,定心敲击法或研磨法修复。无法修复则更换。2补油阀质量标准、检修方法与压力阀相同。3泵体部分5.3.1柱塞5.3.1.1与导向套配合尺寸公差为酱,圆度为.2mm,直线度为.22mm,表面粗糙度为,表面硬度HR5-55。1.2配合轴径与轴径同轴度.2mm。1.3修磨量.1D(D为直径)。2导向套5.3.2.1与柱塞配合尺寸公差为表面粗糙度5.3.2.2内径与外径同轴度为公.2mm。3密封图应有良好弹性,元老化裂纹现象,与柱塞配合面无划痕损伤。4曲轴、中轴部分5.4.1曲轴5.4.1.1主轴颈、曲柄颈与轴瓦配合尺寸公差为,圆度.2mm,直线度Φ.2mm,表面粗糙度。1.2主轴颈与曲柄颈平行度为.3mm。1.3主轴颈与曲柄颈修磨量为直径的.4。2轴瓦壳5.4.2.1与轴瓦配合表面无拉伤起毛现象,表面粗糙度。2.2与轴瓦配合表面与导向孔垂直度为.2mm。2.3两轴瓦壳组合后,其两端导向孔同轴度社.2mm。3轴瓦5.4.3.1与轴瓦壳配合寸公差为,与曲柄配合尺寸公差为,配合表面粗糙度5.4.3.2轴瓦键槽与键配合尺寸公差为。4曲轴套5.4.4.1与主铀颈配合尺寸公差为,表面粗糙度为。4.2内径与外径同轴度为Φ.2mm。5中轴5.4.5.1与轴套配合尺寸公差为,圆度为.2mm,直线度.2mm,表面粗糙度,调质处理。2配合轴径与轴径同轴度Φ.1mm。3修磨量为直径的.4。6中轴套5.4.6.1表面粗糙度。2内径与外径向轴度Φ.2mm。车与验收6.1试车前准备工作6.1.1清除泵座及周围一切工具和杂物。2检查各部连接螺栓是否紧固。3检查密封圈压紧程度。4检查曲轴箱、液压腔、控制阀油箱的润滑油是否充足。5盘车两周,注意泵内有无异声,盘车是否轻便。6检查电器部分与控制装置有无异常现象。7拆去联轴器柱销,检验电机转向是否正确。8装上联轴器柱销,按好安全罩,准备试车。2试车6.2.1开车前必须使泵头内充满水或料液。
型钢资讯:
低硅冶炼是一项综合技术。由于日钢的原、燃料条件逐步转差,低硅冶炼不能依靠改善焦炭质量,提高入炉品位等精料手段来实现。对于面临的困难,炼铁技术人员,进行了充分的分析研究,并由铁前部牵头组织,针对烧结、球团、炼铁三个系统每旬定期召开攻关会议,强调低硅冶炼对炼铁、炼钢的重要意义,同时强调降硅要从系统内部着手,要完全通过提高操作水平来保障低硅冶炼的实现。烧结厂主要工作是:稳定成分、提高强度、改善粒级、降低亚铁等。
欧标槽钢材质性能标准:EN10025标准
欧标槽钢外观尺寸标准:EN10034标准
欧标槽钢规格型号表
销售:日标槽钢、日标角钢、欧标工字钢、欧标H型钢、美标H型钢
品 名 规格型号 材质 米重/公斤
UPN80欧标槽钢 80*45*6*8 S235/S275/S355 8.64
UPN100欧标槽钢 100*50*6*8.5 S235/S275/S355 10.60
UPN120欧标槽钢 120*55*7*9 S235/S275/S355 13.40
UPN140欧标槽钢 140*60*7*10 S235/S275/S355 16.00
UPN160欧标槽钢 160*65*7.5*10.5 S235/S275/S355 18.80
UPN180欧标槽钢 180*70*8*11 S235/S275/S355 22.00
UPN200欧标槽钢 200*75*8.5*11.5 S235/S275/S355 25.30
UPN220欧标槽钢 220*80*9*12.5 S235/S275/S355 29.40
UPN240欧标槽钢 240*85*9.5*13 S235/S275/S355 33.2
UPN260欧标槽钢 260*90*10*14 S235/S275/S355 37.9
UPN280欧标槽钢 280*95*10*15 S235/S275/S355 41.8
UPN300欧标槽钢 300*100*10*16 S235/S275/S355 46.2
UPN320欧标槽钢 320*100*14*17.5 S235/S275/S355 59.5
UPN350欧标槽钢 350*100*14*16 S235/S275/S355 60.6
UPN380欧标槽钢 380*102*13.5*16 S235/S275/S355 63.1
UPN400欧标槽钢 400*110*14*18 S235/S275/S355 71.8
欧标槽钢UPN120*55*7*9高碳钢表面淬火后,尽管表面硬度和耐磨性提高了,但心部的塑性及韧性较低,因此高碳钢的表面淬火主要用于承受较小冲击和交变载荷下工作的工具、量具及高冷硬轧辊。耐久性
金属矿产:
不符标准,可采用机加工与定心敲击法结合修复。严重锈蚀时,应更换阀座。2膜片应光滑,无划痕,弹性符合要求。2控制阀5.2.1调节压力阀阀芯与阀座吻合严密,渗漏试验五分钟,渗漏不超过一滴。根据磨损情况,可相应采取机加工,定心敲击法或研磨法修复。无法修复则更换。2补油阀质量标准、检修方法与压力阀相同。3泵体部分5.3.1柱塞5.3.1.1与导向套配合尺寸公差为酱,圆度为.2mm,直线度为.22mm,表面粗糙度为,表面硬度HR5-55。1.2配合轴径与轴径同轴度.2mm。1.3修磨量.1D(D为直径)。2导向套5.3.2.1与柱塞配合尺寸公差为表面粗糙度5.3.2.2内径与外径同轴度为公.2mm。3密封图应有良好弹性,元老化裂纹现象,与柱塞配合面无划痕损伤。4曲轴、中轴部分5.4.1曲轴5.4.1.1主轴颈、曲柄颈与轴瓦配合尺寸公差为,圆度.2mm,直线度Φ.2mm,表面粗糙度。1.2主轴颈与曲柄颈平行度为.3mm。1.3主轴颈与曲柄颈修磨量为直径的.4。2轴瓦壳5.4.2.1与轴瓦配合表面无拉伤起毛现象,表面粗糙度。2.2与轴瓦配合表面与导向孔垂直度为.2mm。2.3两轴瓦壳组合后,其两端导向孔同轴度社.2mm。3轴瓦5.4.3.1与轴瓦壳配合寸公差为,与曲柄配合尺寸公差为,配合表面粗糙度5.4.3.2轴瓦键槽与键配合尺寸公差为。4曲轴套5.4.4.1与主铀颈配合尺寸公差为,表面粗糙度为。4.2内径与外径同轴度为Φ.2mm。5中轴5.4.5.1与轴套配合尺寸公差为,圆度为.2mm,直线度.2mm,表面粗糙度,调质处理。2配合轴径与轴径同轴度Φ.1mm。3修磨量为直径的.4。6中轴套5.4.6.1表面粗糙度。2内径与外径向轴度Φ.2mm。车与验收6.1试车前准备工作6.1.1清除泵座及周围一切工具和杂物。2检查各部连接螺栓是否紧固。3检查密封圈压紧程度。4检查曲轴箱、液压腔、控制阀油箱的润滑油是否充足。5盘车两周,注意泵内有无异声,盘车是否轻便。6检查电器部分与控制装置有无异常现象。7拆去联轴器柱销,检验电机转向是否正确。8装上联轴器柱销,按好安全罩,准备试车。2试车6.2.1开车前必须使泵头内充满水或料液。
相关产品
