
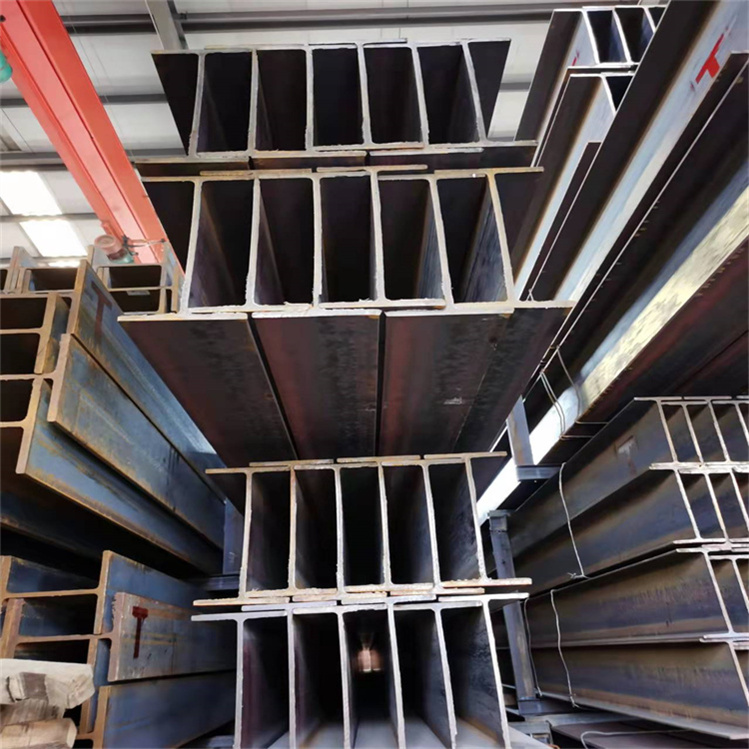
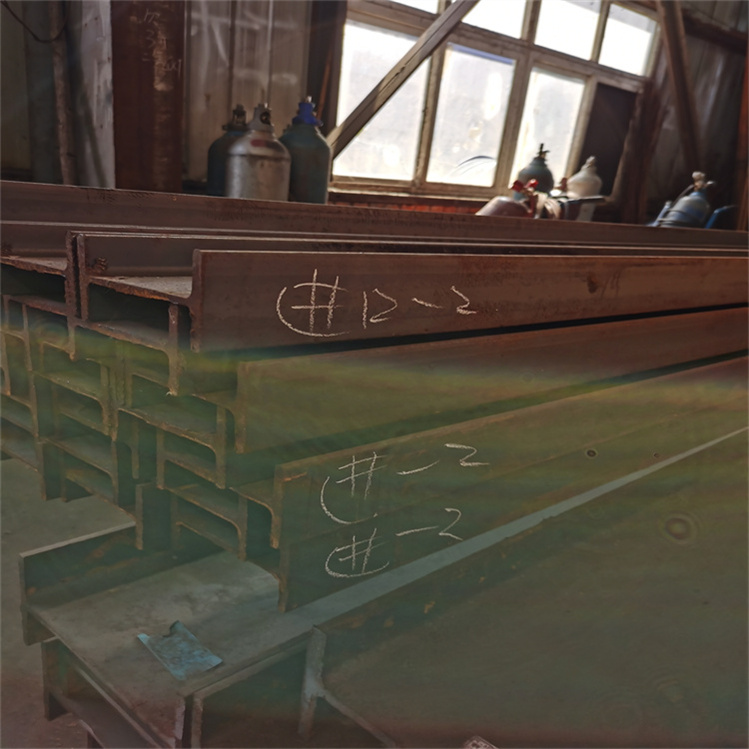
热轧型钢澳标H型钢610UB113市场价格





更新时间:2025-01-23 09:00:00
价格:¥4800/吨
规格:UB/UC
厂家:莱钢/马钢/日照
执行标准:AS/NZS 3679.1
联系电话:19526212133
联系手机: 19526212133
联系人:占正旗
让卖家联系我
详细介绍
1、澳标H型钢610UB113喷砂处理是为了获得膜光装饰或细微反射面的表面,以符合光泽柔和等特殊设计需要。均匀适度的喷砂处理,基本上也可以克服铝材表面的常见缺陷。对外观零件,不管是用拉丝还是喷砂,通常都是需要再做表面氧化处理的。至于是选择哪种加工工艺,应该是与造型相关要考虑的一个问题,两种工艺可获得的表面质感还是有差别的。另外有一种工艺和喷砂接近,但是用的是一种化学腐蚀的方法进行,俗称化学烂砂处理或者化学砂面腐蚀,尤适用于铝材表面处理,其砂面的均匀性远优于喷砂处理。
2、610UB113澳标H型钢的执行标准:AS/NZS 3679.1,材质有:G250、G300、G350等
4、澳标H型钢规格型号表:
澳标H型钢2、轧制参数:轧制变形过程,厚度方向的压缩是主导变形。当轧件厚度方向受到轧辊压缩时,将使金属发生沿纵向和横向的流动,但是纵向的延伸变形总是大大过横向的扩展量,这是因为辊面摩擦力对宽向流动的阻碍总是大于纵向,也就是说,相对纵向而言,横向的宽展总是比较小,低合金钢的发展是采用通过临界退火和快速冷却得到马氏体和铁素体二相显微组织(或双相显微组织)的低合金度钢。这种钢的薄板产品有的成形性能,屈服点一般为310~345MPa,通过汽车部件压力成形产生的应变,屈服点可以提高到550MPa或更高。
冶金矿产:
在热轧H型钢生产中,容易出现边部裂纹缺陷,造成较大的经济损失。分析认为连铸坯存在中心裂纹、角部裂纹、皮下气泡等缺陷以及非金属夹杂物含量较高,这是导致热轧H型钢边部裂纹的主要原因。通过采取冶炼、连铸、轧制工艺改进措施可有效减少连铸坯缺陷,控制热轧H型钢边部裂纹缺陷的产生。具体是:炼钢时根据钢液的硫、磷、硅元素含量,确定合适的造渣制度和石灰加入量,保证炉渣合适的碱度、氧化性和流动性,提高脱磷和脱硫率。
2、610UB113澳标H型钢的执行标准:AS/NZS 3679.1,材质有:G250、G300、G350等
4、澳标H型钢规格型号表:
| 型号 | 规格 | 米重 | 型号 | 规格 | 米重 |
| 150UB 14.0 | 150*75*5*7 | 14 | 310UB 46.2 | 307.2*166*6.7*11.8 | 46.2 |
| 150UB 18.0 | 155*75*6*9.5 | 18 | 310UC 96.8 | 308*305*9.9*15.4 | 96.8 |
| 150UC 23.4 | 152.4*152*6.1*6.8 | 23.4 | 310UC 118 | 314.6*307*11.9*18.7 | 118 |
| 150UC 30.0 | 157.6*153*6.6*9.4 | 30 | 310UC 137 | 320.6*309*13.8*21.7 | 137 |
| 150UC 37.2 | 161.8*154*8.1*11.5 | 37.2 | 310UC 158 | 327.2*311*15.7*25 | 158 |
| 200UB 18.2 | 198*99*4.5*11 | 18.2 | 360UB 44.7 | 352*171*6.9*9.7 | 44.7 |
| 200UB 22.3 | 201.6*133*5*7 | 22.3 | 360UB 50.7 | 355.6*171*7.3*11.5 | 50.7 |
| 200UB 25.4 | 203.2*133*5.8*7.8 | 25.4 | 360UB 56.7 | 358.6*172*8*13 | 56.7 |
| 200UB 29.8 | 207*134*6.3*9.6 | 29.8 | 410UB 53.7 | 402.6*178*7.6*10.9 | 53.7 |
| 200UC 46.2 | 203.4*203*7.3*11 | 46.2 | 410UB 59.7 | 406.4*178*7.8*12.8 | 59.7 |
| 200UC 52.2 | 206.4*204*8*12.5 | 52.2 | 460UB 67.1 | 453.8*190*8.5*12.7 | 67.1 |
| 200UC 59.5 | 209.8*205*9.3*14.2 | 59.5 | 460UB 74.6 | 457.4*190*9.1*14.5 | 74.6 |
| 250UB 25.7 | 248*124*5*8 | 25.7 | 460UB 82.1 | 460.4*191*9.9*16 | 82.1 |
| 250UB 31.4 | 251.6*146*6.1*8.6 | 31.4 | 530UB 82 | 528.2*209*9.6*13.2 | 82 |
| 250UB 37.3 | 256.2*146*6.4*10.9 | 37.3 | 530UB 92.4 | 533*209*10.2*15.6 | 92.4 |
| 250UC 72.9 | 253.8*254*8.6*14.2 | 72.9 | 610UB 101 | 602*228*10.6*14.8 | 101 |
| 250UC 89.5 | 260*256*10.5*17.3 | 89.5 | 610UB 113 | 607*228*11.2*17.3 | 113 |
| 310UB 32.0 | 298*149*5.5*8 | 32 | 610UB 125 | 611.6*229*11.9*19.6 | 125 |
冶金矿产:
在热轧H型钢生产中,容易出现边部裂纹缺陷,造成较大的经济损失。分析认为连铸坯存在中心裂纹、角部裂纹、皮下气泡等缺陷以及非金属夹杂物含量较高,这是导致热轧H型钢边部裂纹的主要原因。通过采取冶炼、连铸、轧制工艺改进措施可有效减少连铸坯缺陷,控制热轧H型钢边部裂纹缺陷的产生。具体是:炼钢时根据钢液的硫、磷、硅元素含量,确定合适的造渣制度和石灰加入量,保证炉渣合适的碱度、氧化性和流动性,提高脱磷和脱硫率。
相关产品
